服務熱線
13023169219
服務熱線
13023169219
產品時間:2025-07-16 16:47
簡要描(miáo)述:
公(gōng)司自成立以來(lái)就(jiù)致力於紡(fǎng)織類色牢度,刮擦,透氣性,磨耗,燃燒,汗漬(zì),物性,拒水性,防(fáng)水,皮革,等測試標準推(tuī)廣,涵括測試儀(yí)器(qì)、實驗消耗品,及專業測(cè)試(shì)標準、測試方法手(shǒu)...
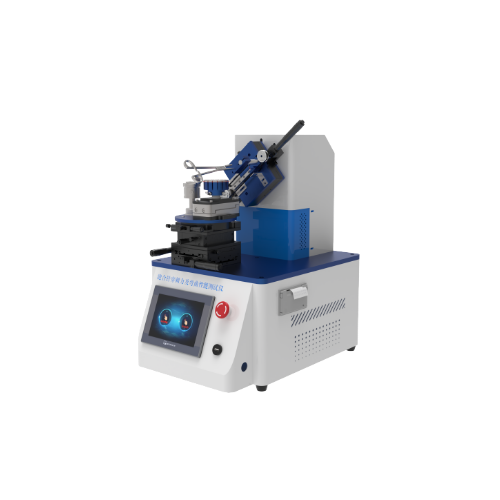
外科手術刀片鋒利度(dù)測試儀
一、核心功能與測試原理
力(lì)學切割法
通過(guò)高精度(dù)傳感(gǎn)器(qì)測量刀片垂直(zhí)切割標準(zhǔn)材料(如3-0號Ⅰ類蠶絲縫線或2mm聚氨酯凝膠)所(suǒ)需的峰值力,量化鋒利度指標。
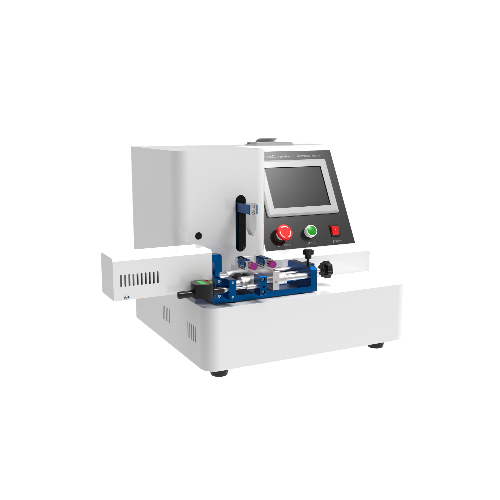
智能(néng)分析係統
采用7寸液晶觸控顯示屏,中文菜單顯示。
公稱規格、管壁、測試次(cì)數、加(jiā)壓、上行、下行、時間、標定(dìng)。
由鍵盤控製液(yè)晶顯示屏上的菜單,機載打印(yìn)測試數據。
實(shí)時顯示刃口鋒利度力和峰值力數據,可顯示鋒(fēng)利度及其它多種峰(fēng)值力曲線。
二、關(guān)鍵技術(shù)參數
|
參數(shù)項 |
指標範圍 |
|
控製係統 |
PLC控製係統 |
|
操作界麵 |
7寸彩色觸摸屏,中英文(wén)切換(huàn) |
|
適(shì)用規格 |
各種醫療或其他刀片,特殊情況需要做專用夾具 |
|
驅(qū)動模式 |
高精度滾珠絲杆,高精度電機精度0.01mm |
|
切割線 |
專用夾具,操作簡便,靈活(huó)性高 |
|
測試範圍 |
30N,精度(dù):±0.03%FS(可(kě)定(dìng)製其他量程) |
|
移動速度 |
100mm/min |
|
切割材料 |
3-0縫(féng)合線(xiàn) |
|
打印方式 |
每次(cì)可打印8次、13次或20次測(cè)試數據及平(píng)均切割力和偏差值 |
|
電源 |
220V,50Hz |
三、執行(háng)標準及應(yīng)用
符(fú)合標準
完全符合YY0174《手術刀片》標準中相關條款設計製造
臨床應用價值
生產端:某廠商引入後(hòu)刀(dāo)片不良率從3%降至0.2%,優化開刃工藝(角度12°–15°)。
手術安全(quán):確保心髒/美容手術中切割精準度,減少組(zǔ)織拉扯(chě)損傷風險。
四、標準試驗方法
A.1 定義
刃口鋒利度:刀片(piàn)垂直切割縫(féng)合線所需之力。
A.2 手術刀片刃口鋒利度測定儀(yí)(圖(tú)A.1)
儀(yí)器應符合下列要求(qiú),並按規定程序所批準的圖(tú)樣及文件製造,A.2.1 刀片切割力單(dān)位以“N”表示。
A.2.2 儀器的滿荷重、最小示值及速度應(yīng)符合表A.1的規定


A.2.3儀器的示(shì)值誤差應不大於0.01N
A.2.4儀(yí)器(qì)應(yīng)有校正水平和防展裝置,夾(jiá)持刀片(piàn)部位應能(néng)調節,使用時(shí)應平穩
A.2.5儀器的傳動裝置(zhì)應靈敏可靠(kào),當割斷縫合線時,指針應自(zì)動停止。
A.2.6儀器(qì)的起始感(gǎn)量應不大於0.02N
A.2.7繞(rào)線夾的間(jiān)距不小於35 mm。
A.3檢驗(yàn)刀片刃口鋒利度用的(de)縫合線
A.3.1 縫合線為3-0真絲(sī)撚製不塗層縫合線(線徑為0.21mm~0.22mm),其打結強度應(yīng)符合YY 0167的要求。
A.3.2 縫合線表麵應潔淨、幹燥、無打結缺陷
A.3.3 合線不得超過標準規定的使用期限(xiàn)
A.4 試驗方法(fǎ)
A.4.1 試樣(yàng)表麵應除去油汙,並注意(yì)保(bǎo)持原產(chǎn)品質量
A.4.2 試驗(yàn)步驟:
-將試樣(刀片)固定在夾具上;
將縫合線的一端固定在一繞線夾上,在縫合線的另一端加100g砝碼且(qiě)使縫合線呈水(shuǐ)平狀並
固定在另一繞線夾上(shàng);
--試樣以不大於10 mm/s的速度垂直向下移動,對縫合線中間部位(wèi)進(jìn)行切割;--當割(gē)斷(duàn)縫線時,儀(yí)器的指針(zhēn)示值為刀片切割縫合線的力值。A.4.3 每(měi)片刀(dāo)片(piàn)應測刃部的前、中、後三點(diǎn),取其算術平均值。
五(wǔ)、維護與校準
季度校準:使用標準(zhǔn)砝碼及校準縫線驗證傳感器,力值偏差≤±0.03N。
環境要求:工作溫度5–40℃,濕度45–80%,避免(miǎn)粉塵汙染導軌(guǐ)。
六、配(pèi)置(zhì)清單
主機1台;
測試軟(ruǎn)件(jiàn)1套;
說明書1份;
合格證1份;
保修卡1份;
簽收單1份;
銘牌1塊;
電源線1根;
扳手1套;
宣傳冊若幹(gàn);
3-0 手(shǒu)術縫合(hé)線一卷;
帶鉤砝碼100克1件;

下一(yī)篇:避孕套漏(lòu)水試驗(yàn)儀
Copyright © 2002-2020 山東賽銳特檢測儀(yí)器有限公司 版權所有 備案號:魯ICP備2020039165號
地址:山東省菏澤市牡丹區南城街道太原路永(yǒng)泰(tài)大廈14018室(shì) 電話:13023169219 郵箱:2442648961@qq.com

關注91视频网